सीएनसी माहिनिंग के साथ ओईएम फोर्जिंग लार्ज अलॉय स्टील सिंगल डबल हेरिंगबोन हेलिकल गिर्थ गियर रिंग
हम ग्राहक के चित्र के अनुसार बड़े फोर्जिंग, कास्टिंग और वेल्डिंग गियर का उत्पादन कर सकते हैं। काम की परिस्थितियों के अनुसार और
ग्राहकों के अनुरोध, हम भी गियर पीस, सतह सख्त, पुख्ता और शमन, Nitriding और शमन, आदि कर सकते हैं।
|
सामग्री
|
कार्बन स्टील, मिश्र धातु इस्पात
|
|
मानक
|
एएसटीएम दीन।एन GOST जिस आदि
|
|
संरचना
|
फोर्जिंग, कास्टिंग और वेल्डिंग
|
|
गियर का मॉड्यूल
|
8-120
|
|
गियर पीसना
|
मैक्स मॉड्यूल 24
|
|
गियर व्हील का व्यास:
|
अधिकतम 13 000 मिमी
|
|
सर्पिल गियर का व्यास:
|
मैक्स।2 200 मिमी
|
|
गियर दस्ता की लंबाई:
|
मैक्स 5 000 मिमी
|
|
ओईएम सेवा की पेशकश की
|
ग्राहक चित्र के अनुसार
|
|
सेगमेंट गियर की पेशकश की:
|
ग्राहक अनुरोधों के अनुसार
|
|
उष्मा उपचार
|
क्यू एंड टी केस हार्डनिंग
|
|
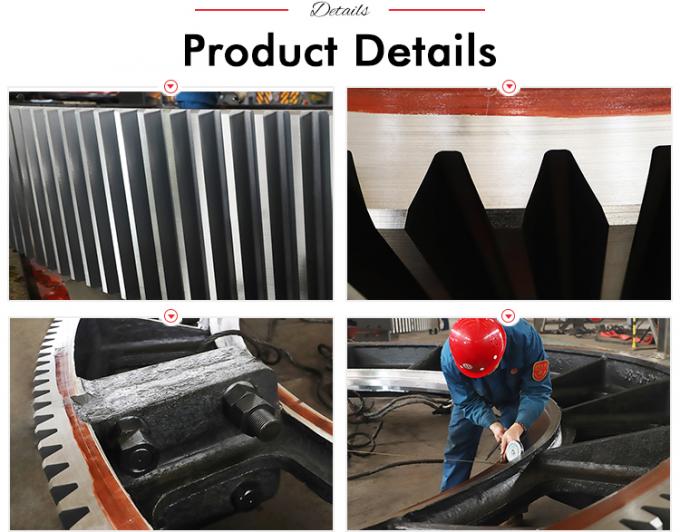
हम तीन अलग-अलग डिजाइनों में गर्थ गियर प्रदान करते हैं
1. गढ़ा हुआ स्टील
- जालीदार अंगूठी
- लुढ़की हुई थाली
कच्चा इस्पात
नमनीय (गांठदार) कच्चा लोहा
गढ़े हुए गियर अतीत में अधिक सामान्य हो गए थे और जाली स्टील गियर रिम सामग्री और इलेक्ट्रो वेल्डेड बॉडी स्ट्रक्चर के साथ निर्मित होते हैं।अंगूठियां उच्च प्रतिरोध मिश्र धातु इस्पात के पूरे ब्लॉक से निर्मित होती हैं।रिंग की खुरदरी मशीनिंग के बाद, हम यांत्रिक विशेषता और इसलिए इसके प्रासंगिक प्रदर्शन को बेहतर बनाने के लिए सख्त और सख्त गर्मी उपचार करते हैं।
फैब्रिकेटेड गर्थ गियर्स के लाभ
1. जाली सामग्री संरचना समावेशन के जोखिम को बाहर करती है
2. संरचना दोष जैसे गैस छेद, सूक्ष्म संकोचन, पिन छेद, गर्म आँसू, रेत और लावा समावेशन से बचा जाता है
3. इसलिए, शरीर की संरचना की मरम्मत वेल्डिंग और जैसे दांत वाले क्षेत्रों को पीसने की आवश्यकता नहीं है।
4. निर्मित निर्माण प्रक्रिया में पैटर्न और राइजर की आवश्यकता नहीं होती है
5. रिम सामग्री में अंतर्निहित संरचना (यानी वेब, गसेट) के लिए उपयोग की जाने वाली सामग्री की तुलना में उच्च कठोरता और उच्च शक्ति होती है।
विशेषताएँ
1. बाहरी दांत
अधिकतम व्यास: 16000 मिमी
दांतेदार चेहरे की चौड़ाई: 1700 मिमी
अधिकतम मॉड्यूल: हॉब द्वारा 45
अधिकतम मॉड्यूल: 65 गियर फिनिशिंग कटर
2. आंतरिक दांत
अधिकतम व्यास: 6500 मिमी
अधिकतम मॉड्यूल: 25.4
दांतेदार चेहरे की चौड़ाई: 400 मिमी
फोर्जिंग सामग्री प्रक्रिया
लोहारी
अंतिम रोलिंग
भट्ठी का ठंडा होना
उत्पादन पर नियंत्रण
जल शमन
कठोरता परीक्षण
खुरदरी मशीनिंग
अल्ट्रासोनिक परीक्षण और आयामी निरीक्षण
अंतिम निरीक्षण प्रमाणीकरण
मानक / प्रमाण पत्र
यूएनआई एन आईएसओ
एडब्ल्यूएस
एएसटीएम
मेरी तरह
शोर
अनुप्रयोग
हमारे परिधि गियर सीमेंट और खनिज उद्योगों में लागू होते हैं:
विभिन्न प्रकार की क्षैतिज मिलें
रोटरी ड्रायर
रोटरी भट्टे
कोई अन्य बड़ा गियर रिंग अनुप्रयोग
ग्राइंडिंग मिलों के लिए स्टील कास्टिंग के लिए विशिष्टता
डी।अल्ट्रासोनिक निरीक्षण रिपोर्ट (मरम्मत से पहले और बाद में)
इ।चुंबकीय कण निरीक्षण रिपोर्ट (मरम्मत से पहले और बाद में)
एफ।आयामी रिपोर्ट
जी।वेल्ड मरम्मत के नक्शे
एच।वेल्ड प्रक्रियाएं और प्रक्रिया योग्यता रिकॉर्ड
मैं।वेल्डर योग्यता
जे।अविनाशी परीक्षण निरीक्षक योग्यता
|
वस्तु
|
संरचनात्मक विशेषता
|
प्रसंस्करण उपाय
|
परीक्षण सामग्री
|
|
गिर्थ गियर
|
(1)GS42CrMo4Alloy Steel (कॉर्पोरेट मालिकाना मानक)
एचबी 220 ~ 240
(2) अर्ध-संरचित, वाई-स्पोक
(3) पेचदार
(4) मिश्र धातु इस्पात की उचित सीलिंग और संरेखण संरचना (कॉर्पोरेट मालिकाना मानक)
|
(1) बाहरी इस्पात शोधन (आरएच आर्गन और वैक्यूम उपचार)
(2) कास्टिंग सुनिश्चित करने के लिए मालिकाना कोल्ड मोल्ड हैंगिंग रेत तकनीक, दांत घने
(3) दांतों की सतह की कठोरता को सुनिश्चित करने के लिए सामान्यीकरण (मालिकाना तकनीक)।
बाद
(4) रफ हॉबिंग, रिलीज़ टाइम, जॉइंट सरफेस की मरम्मत, फिर फाइन रोल
(5) मालिकाना होममेड हॉब फाइन हॉबिंग
|
(1) कास्टिंग यांत्रिक गुण और रासायनिक संरचना (आंतरिक मानक)
(2) ध्वनि परीक्षण के बाद रफिंग
(3) अर्ध-परिष्करण, अल्ट्रासोनिक परीक्षण और चुंबकीय कण निरीक्षण के बाद परिष्करण
(4) दांत की सतह चुंबकीय कण निरीक्षण, कठोरता परीक्षण
(5) दांतों की सहनशीलता की जाँच
(6) गियर के आकार की सटीकता की जांच करने के लिए फैक्ट्री असेंबली लोड टेस्ट
|

बड़े CITICIC गियर रिंग की तकनीकी आवश्यकताएं:
1) सतह सख्त उपचार को सामान्य करने से पहले इलाज किया जाता है, कठोरता HB210 ~ 250 होनी चाहिए;यांत्रिक प्रदर्शन परम शक्ति आरबी 690MPa, उपज तनाव रुपये 490MPa, बढ़ाव D5 11%, क्षेत्र W 25% की कमी, प्रभाव क्रूरता एके 30J;दांत प्रेरण कठोर, कठोरता HRC50 ~ 55;प्रभावी कठोर परत गहराई 3 ~ 5 मिमी।
2) समग्र अल्ट्रासोनिक दोष का पता लगाने, आंतरिक गुणवत्ता को दो आवश्यकताओं GB7233-87 मानक आवश्यकताओं को पूरा करना चाहिए;दांत और पट्टिका चुंबकीय कण निरीक्षण, गुणवत्ता दो आवश्यकताओं GB/T9444-88 मानकों को पूरा करना चाहिए।
3) ध्यान दें कि कास्टिंग गोल R5 ~ R10 नहीं है।
4) दोनों सिरों पर टूथ चम्फर और 1 45b.5) प्रत्येक रिंग कपलिंग के ढाई रिंग गियर टूथ चौड़ाई के साथ उच्च शक्ति वाले बोल्ट के साथ बनाई गई एक पूरी रिंग के किनारे, दांत की सतह के साथ मिलकर नीचे केंद्र पर होना चाहिए .
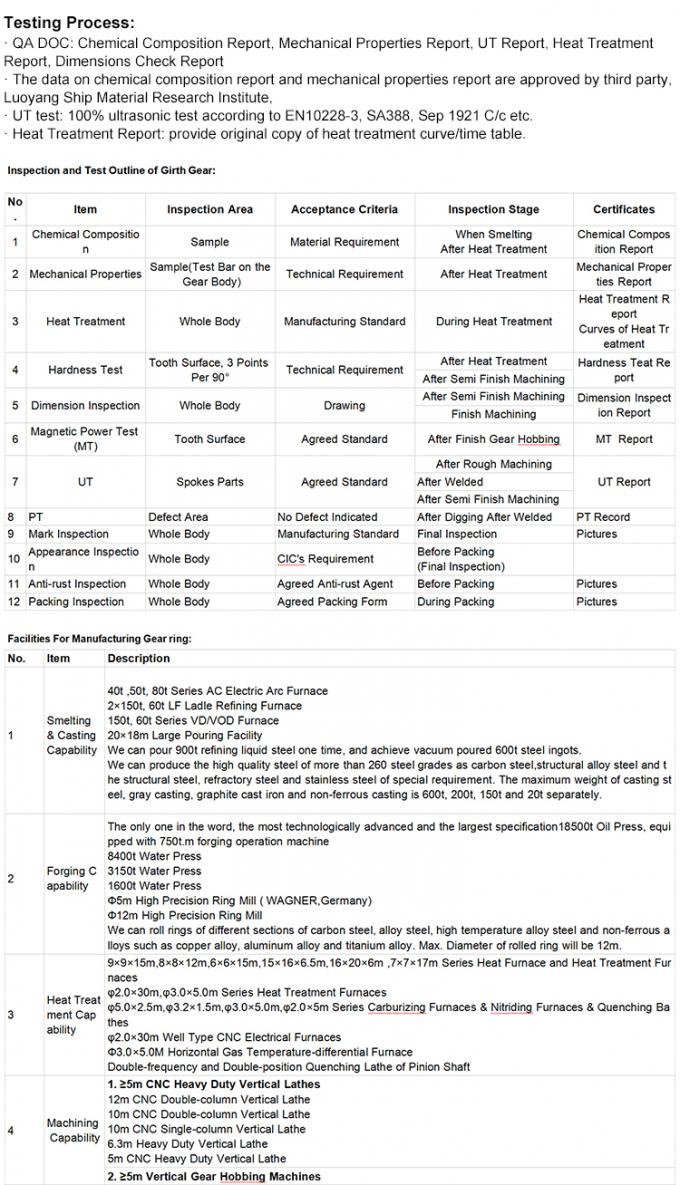
2 बड़े रिंग गियर निर्माण प्रक्रिया
2.1 किसी न किसी का
स्टील कास्टिंग ब्लैंक CITIC हैवी मशीनरी कं, लिमिटेड द्वारा प्रदान किया जाता है। GB11352-89 मानक द्वारा संचालित हैवी फोर्जिंग प्लांट, कास्टिंग प्रक्रिया, गलाने, कास्टिंग, हिट बॉक्स, सफाई, ड्रेसिंग कास्टिंग के अनुसार मॉडलिंग के लिए आवश्यकताओं को निर्दिष्ट करता है।स्टील रिक्त के लिए ड्राइंग और तकनीकी आवश्यकताओं द्वारा निरीक्षण और स्वीकृति के दौरान
जेबी/टी6402-92 मानकों के अनुसार चेक स्वीकृति के बाद जारी किए जाते हैं
डाउन प्रक्रिया।
2.2 रफिंग
ड्राइंग और आउट अलाउंस, अलाइनमेंट, कनेक्शन, सर्कल के अंदर और बाहर प्रसंस्करण, फेस मिलिंग, ड्रिलिंग और अन्य प्रक्रियाओं के संयोजन से पार किया गया।
2.3 अन्वेषण चोट
कुल मिलाकर अल्ट्रासोनिक दोष का पता लगाने, आंतरिक गुणवत्ता GB7233-87 मानकों की दो आवश्यकताओं को पूरा करना चाहिए।
2.4 प्रीट्रीटमेंट को सामान्य करना
सेमी-रिंग जोड़े सामान्यीकरण और तड़के उपचार, बाद की सतह को सख्त करने के लिए एक अच्छा संगठन प्रदान करते हैं;गर्मी उपचार के बाद आधे रिंग गियर निरीक्षण के चित्र विरूपण दबाएं।
2.5 मशीनिंग
पहले ढाई रिंग को उच्च शक्ति वाले बोल्ट के साथ बनाया जाता है, जो रिंग को पूरी तरह से जोड़ता है, समग्र प्रक्रिया क्वानेई वाई दांत और ऊपरी और निचले सिरे को खींचकर, और फिर ड्राइंग और मशीनिंग मिलिंग प्रक्रिया की आवश्यकताओं को पूरा करता है।
2.6 प्रसंस्करण तनाव का उन्मूलन
समग्र रिंग ने तनाव को खत्म करने की घोषणा की।
2.7 समग्र रिंग सतह सख्त
यदि वायुकोशीय दांत की सतह प्रेरण सख्त, कठोरता HRC50 ~ 55, प्रभावी कठोर परत गहराई 3 ~ 5 मिमी के साथ।
2.8 अंतिम निरीक्षण
सबसे पहले, डिटेक्शन फ्रीक्वेंसी क्वेंचिंग, टेम्परिंग रिंग गियर कॉगिंग के बाद की कठोरता ड्राइंग की आवश्यकताओं को पूरा करती है;दूसरे, यह पता लगाने के लिए कि अधिकतम बाहरी व्यास बड़ा आकार डी 6944 विरूपण 3 मिमी के रूप में, योग्यता तक आवश्यक यांत्रिक सुधार;तीसरा, दाँत और पट्टिका चुंबकीय कण निरीक्षण, गुणवत्ता को दो आवश्यकताओं GB / T9444-88 मानक आवश्यकताओं को पूरा करना चाहिए;अंत में, अंतिम निरीक्षण के लिए चित्र और तकनीकी आवश्यकताओं के अनुसार।
| नहीं। |
प्रक्रिया |
प्रसंस्करण
उपाय
|
प्रसंस्करण
उपकरण
|
कार्यक्रम का परीक्षण |
निरीक्षण उपकरण |
|
1
|
तैयार करना
|
1. मटीरियल: हाई क्वालिटी कास्ट स्टील
2. ठोसकरण के कंप्यूटर सिमुलेशन के माध्यम से उचित कास्टिंग प्रक्रिया तैयार करें और कास्टिंग गुणवत्ता सुनिश्चित करें
3. कास्टिंग की रासायनिक संरचना सुनिश्चित करने के लिए उचित गलाने की प्रक्रिया तैयार करें
4. सुनिश्चित करने के लिए उचित ताप उपचार प्रक्रिया तैयार करें
कास्टिंग के यांत्रिक गुणों की जाँच करें
|
|
|
|
|
2
|
मॉडलिंग
|
1. प्रकार (कोर) रेत की गुणवत्ता को सख्ती से नियंत्रित करें, पानी की ताकत और नियंत्रण सुनिश्चित करें
2. सैंड टैम्पिंग, झुका हुआ सतह पॉलिशिंग, पेंट ब्रश दो बार
3. प्रक्रिया आवश्यकताओं के अनुसार पोरिंग रिसर और ठंडे लोहे को रखें
4. आवश्यकतानुसार साफ करके बेक करें
गुहा
|
रेत मिक्सर
|
प्रकार (कोर) रेत और सतह रेत की गुणवत्ता की जाँच करें
2. गुहा आकार की जाँच करें
बेकिंग का समय जांचें
|
|
|
3
|
गलाने की ढलाई
|
1. प्रक्रिया के अनुसार कम एसपी पिग आयरन चुनें, स्क्रैप स्टील, सहायक सामग्री और बेकिंग फर्नेस के मिश्र धातु का चयन करें
2. स्पेशल प्रोसेस स्मेल्टिंग के अनुसार स्टील बनाएं
एसपी खतरनाक तत्व आंतरिक नियंत्रण मानकों को पूरा करते हैं
3. तैयार पिघले हुए स्टील को आर्गन ब्लोइंग के साथ लैडल और आरएच वैक्यूम सर्कुलेशन में पिघलाया जाता है ताकि पिघले हुए स्टील की संरचना को समान, हानिकारक ऑक्सीजन (H, O) की कमी, एकसमान तापमान, पिघले हुए स्टील की तरलता को बढ़ाया जा सके, ताकि यह सुनिश्चित किया जा सके अच्छा तरल कास्टिंग की भरपाई और छिद्रपूर्ण और अन्य दोषों से कास्टिंग को रोकता है
प्रावधानों के अनुसार कास्टिंग तापमान और कास्टिंग गति को सख्ती से नियंत्रित करें
|
50 टी भट्टी
लैडल आर्गन ब्लोइंग डिवाइस के लिए आरएच वैक्यूम सर्कुलेशन डीगैसिंग उपकरण
|
1. फर्नेस सामग्री को तकनीकी आवश्यकताओं को पूरा करना चाहिए
2. फीडिंग तापमान, फीडिंग मात्रा, शुद्ध उबलने का समय, स्टील तापमान को नियंत्रित करें
3. डायरेक्ट रीडिंग स्पेक्ट्रोमीटर का उपयोग भट्टी के सामने रासायनिक संरचना का शीघ्रता से पता लगाने के लिए किया जाता है ताकि यह सुनिश्चित किया जा सके कि उपकरण पिघलने के दौरान सबसे अच्छी स्थिति में है और तैयार उत्पाद की रासायनिक संरचना डालने के दौरान आवश्यकताओं को पूरा करती है
4. आर्गन ब्लोइंग और आरएच वैक्यूम उपचार के मापदंडों की जाँच करें
5. शुरुआती तापमान की जांच करें और
डालने का समय
|
डायरेक्ट रीडिंग स्पेक्ट्रोमीटर
भौतिक और रासायनिक उपकरण
|
|
4
|
सफाई और गर्मी उपचार
|
1. कास्टिंग मोल्ड का आंतरिक ताप संरक्षण समय प्रक्रिया आवश्यकताओं से कम नहीं होगा
2. रेत गिरना, शॉट ब्लास्टिंग, कटिंग और राइजर डालना तकनीकी आवश्यकताओं को पूरा करता है
3. खाली गर्मी उपचार को सख्ती से पूरा करें
भट्ठी के तापमान की एकरूपता सुनिश्चित करने और कास्टिंग की मूल संरचना को परिष्कृत करने के लिए
|
50t
रेत गिरने वाली निष्क्रिय मशीन और
8.5 × 12 मी
हीट ट्रीटमेंट फर्नेस
|
1. भट्ठी के तापमान रिकॉर्ड की जाँच करें
2. नमूना एक ही भट्ठी में कास्टिंग के साथ गर्मी से इलाज किया जाता है, और यांत्रिक गुणों को तुरंत जांचने के लिए भेजा जाता है
3. रिक्त की सतह की गुणवत्ता की जाँच करें
मात्रा, ज्यामितीय आयाम और मशीनिंग भत्ता
|
भौतिक और रासायनिक उपकरण
|
|
5
|
खुरदुरा मशीनिंग |
1. तकनीकी प्रावधानों के अनुसार रफ मशीनिंग के लिए आरक्षित भत्ता
कृत्रिम उम्र बढ़ने का उपचार
|
लंबवत खराद
8.5 × 12 मी
हीट ट्रीटमेंट फर्नेस
|
आकार की जाँच करें
दोषों के लिए दृश्य निरीक्षण अल्ट्रासोनिक निरीक्षण
|
अल्ट्रासोनिक
परिक्षण
|

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!